Content
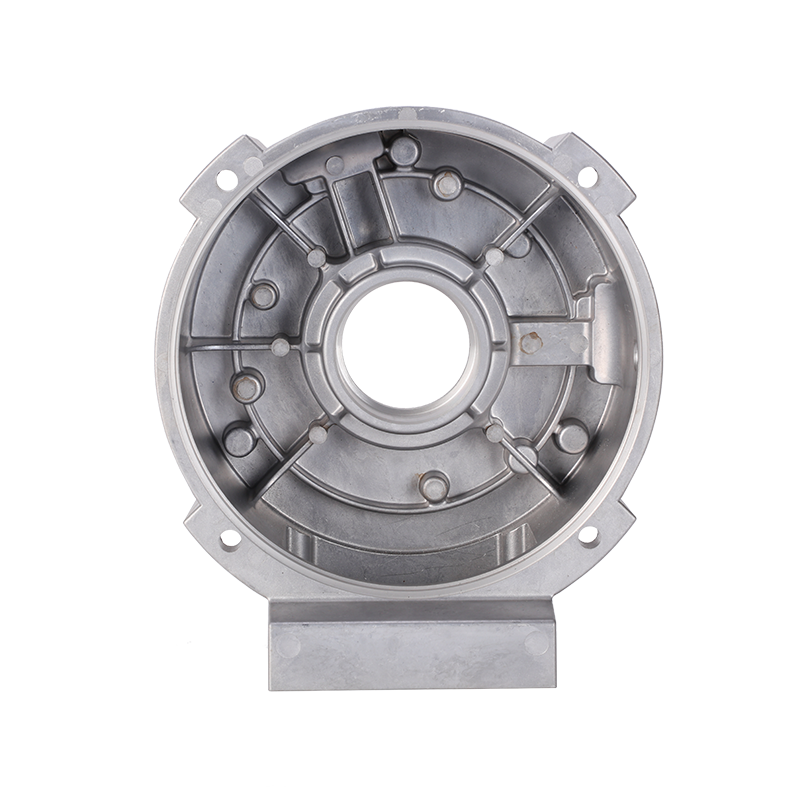
In the new energy vehicle (NEV) manufacturing sector, high-pressure aluminum die casting (HPDC) has become the preferred forming process for battery pack enclosures, motor housings, power control unit (PCU) housings, and structural components. Using ADC12, A380, or A356 aluminum alloys as raw materials, this process enables complex geometries, integrated cooling channels, and precision assembly interfaces in a single molding cycle. The global automotive parts die-casting market is projected to grow from USD 55 billion in 2025 to USD 90 billion by 2034 (CAGR 5.5%), with aluminum alloys commanding a 70% material share and transportation applications accounting for 56.6% of demand. NEVs utilizing die-cast aluminum components can achieve battery pack weight reductions of approximately 20%, significantly improving energy efficiency and driving range while delivering overwhelming lifecycle cost advantages.
The core materials for NEV die-cast components are typically ADC12 (JIS standard), A380 (ASTM standard), or A356 (ASTM standard) aluminum alloys. These three alloys exhibit significant differences in composition, mechanical properties, and thermal conductivity, directly impacting battery pack structural strength, heat dissipation efficiency, and corrosion resistance.
ADC12 features a high silicon content of 9.6%–12% and copper content of 1.5%–3.5%, delivering exceptional fluidity and thin-wall filling capability ideal for manufacturing precision heat-dissipation fins and complex housings with wall thicknesses as low as 1.0–1.2 mm. Its typical tensile strength is 150–200 MPa with thermal conductivity of 130–150 W/m·K. A380 offers higher copper content (3.0%–4.0%), achieving tensile strength of 210–250 MPa and greater hardness (60–80 HB), making it suitable for high-load structural parts. A356 (AlSi7Mg0.3) is strengthened by magnesium content, offering excellent castability and corrosion resistance with thermal conductivity of 120–160 W/m·K, making it the preferred choice for battery pack trays and structural safety components.
| Performance Indicator | ADC12 | A380 | A356 |
|---|---|---|---|
| Silicon Content (Si) | 9.6% – 12% | 7.5% – 9.5% | 6.5% – 7.5% |
| Copper Content (Cu) | 1.5% – 3.5% | 3.0% – 4.0% | ≤0.20% |
| Tensile Strength (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Thermal Conductivity (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Typical Applications | Motor housings, PCU housings | High-load structural parts | Battery trays, structural parts |
For motor housings and PCU housings, ADC12 is the most cost-effective choice due to its excellent thermal conductivity (130–150 W/m·K) and superior casting formability. For battery pack trays and structural safety components, A356 with T6 heat treatment achieves tensile strength of 220–280 MPa and superior corrosion resistance compared to copper-bearing alloys, making it the preferred option for crash safety. A380 is recommended for chassis structural parts requiring high mechanical load capacity. All three alloys share a density of approximately 2.7 g/cm³, achieving weight reductions of 40%–60% compared to steel, directly improving vehicle driving range.
Thermal management of power batteries is the core of NEV safety and performance. The optimal operating temperature window for lithium-ion cells is 15–35°C; exceeding 45°C accelerates capacity degradation, while temperatures above 60°C present thermal runaway risks. Die-cast aluminum housings achieve efficient thermal management through the following mechanisms:
High-pressure die casting allows direct molding of complex liquid cooling channels, heat-dissipation fins, and thermal ribs within the mold, achieving integrated design of housing structure and thermal management systems. This structure eliminates thermal interface resistance from traditional welding or assembly processes, minimizing the thermal resistance path from cell surface to coolant. The thermal conductivity of A356 or ADC12 aluminum alloys (96–150 W/m·K) is 3–5 times that of steel, enabling rapid heat diffusion across the entire housing surface.
| Housing Material | Thermal Conductivity (W/m·K) | Density (g/cm³) | Weight Reduction | Thermal Runaway Risk |
|---|---|---|---|---|
| Die-Cast Aluminum | 96 – 150 | 2.7 | 40% – 60% | Low |
| Extruded Aluminum | 180 – 210 | 2.7 | 40% – 55% | Medium |
| Stamped Steel | 45 – 55 | 7.8 | Baseline | High (Poor Heat Dissipation) |
| Composite (SMC) | 0.2 – 0.5 | 1.8 – 2.0 | 50% – 65% | Extremely High (Requires Additional Cooling) |
Although die-cast aluminum housings have slightly lower thermal conductivity than extruded aluminum profiles, their integrated forming capability enables optimized heat flow path design, and their structural integrity far exceeds welded profile assemblies. In terms of thermal runaway protection, aluminum housings can delay fire propagation for 5–10 minutes, providing critical escape time for occupants, while composite housings require additional fire-resistant layers to meet GB 38031 standards.
NEV battery pack housings serve not only as thermal management carriers but also as critical barriers for overall vehicle structural safety. Die-cast aluminum alloys build multi-layer protection systems through the combination of intrinsic material strength and structural optimization.
Modern die-cast battery pack trays typically adopt a frame + crossbeam + baseplate sandwich structure. Through mold flow analysis optimizing gate positions and wall thickness distribution, collision-critical areas (such as side impact beams) are locally thickened to 10–12 mm, while non-critical areas are reduced to 2–3 mm, achieving optimal balance between weight and strength. A356-T6 alloy achieves yield strength of 180–220 MPa, and combined with the complex rib structures enabled by die casting, can satisfy C-NCAP and E-NCAP side-pole impact test requirements.
Battery pack housings must achieve IP67 or IP69K protection ratings (per IEC 60529 and ISO 20653), providing complete dust protection and 30-minute immersion resistance at 1-meter depth. Die casting achieves precision control of sealing surface flatness (±0.05 mm) and surface roughness (Ra≤3.2 μm), ensuring perfect compatibility with sealing gaskets. Furthermore, die-cast housings must pass helium mass spectrometry leak testing, with leak rates typically required below 15 sccm (standard cubic centimeters per minute) to ensure absolute isolation between coolant circuits and cell chambers.
High-pressure die casting (HPDC) is a forming process where molten aluminum alloy is injected into precision steel molds at high speed under pressures of 30–150 MPa. This process demonstrates three core advantages in NEV component manufacturing:
Die casting achieves dimensional tolerances of ±0.03–0.05 mm, far exceeding stamping (±0.1–0.3 mm) and welding (±0.5–1.0 mm). More importantly, it allows liquid cooling channels, mounting brackets, wire harness fixing clips, connector mounting positions, and even explosion vent mounting seats to be cast in a single operation, significantly reducing subsequent machining and assembly processes. For battery pack trays, die casting can integrate traditional 6–10 stamped and welded parts into 1–2 die-cast components, eliminating weld fatigue failure risks while reducing assembly tolerance accumulation.
Once tooling is invested (large battery pack tray molds typically lasting 80,000–100,000 shots), single-piece die casting cycles can be shortened to 60–120 seconds, making them highly suitable for platform demands exceeding 100,000 units annually. The global aluminum die casting machine market is projected to grow from USD 86.14 billion in 2025 to USD 144.04 billion by 2034 (CAGR 5.88%), with the Asia-Pacific region holding a 41% market share and China alone accounting for 16% of the Asia-Pacific market.
Leading manufacturers employ integrated CAD/CAM/CAE design combined with mold flow analysis to predict gate positions, porosity distribution, and hot spot defects. Production lines are equipped with X-ray radiography (RT) and industrial CT scanning, ensuring internal porosity remains below 0.1%—the critical threshold for guaranteeing IP67 sealing integrity and structural fatigue life. Quality management systems must be IATF 16949 certified, covering the entire process from raw material procurement, melt degassing, shot parameter monitoring to finished product leak testing.

NEV driving range exhibits strong negative correlation with vehicle weight. Research indicates that every 100 kg of vehicle weight reduction can improve range by 6%–8% (approximately 30–50 km). Die-cast aluminum components achieve significant weight reduction in the following key areas:
| Component | Traditional Process Weight (kg) | Die-Cast Aluminum Weight (kg) | Weight Reduction | Estimated Range Improvement |
|---|---|---|---|---|
| Battery Pack Tray | 80 – 120 (Steel) | 35 – 50 | 55% – 60% | +25 – 40 km |
| Motor Housing | 15 – 20 (Cast Iron) | 6 – 9 | 55% – 60% | +5 – 8 km |
| PCU Housing | 5 – 8 (Die-Cast Al) | 3 – 5 | 30% – 40% | +2 – 4 km |
| Subframe / Structural Parts | 25 – 35 (Steel) | 12 – 18 | 45% – 50% | +8 – 12 km |
Taking a pure electric sedan with curb weight of 1,800 kg, battery capacity of 70 kWh, and NEDC range of 500 km as an example, replacing the battery pack tray, motor housing, and subframe with die-cast aluminum components can reduce overall vehicle weight by 80–120 kg, improving range by approximately 40–70 km—equivalent to 5%–8% battery cost savings.
Although die-cast aluminum components require higher initial tooling investment (large battery pack tray molds approximately USD 50,000–150,000), their 10-year total cost of ownership (TCO) is significantly lower than steel alternatives. The following comparison is based on an annual production platform of 100,000 units:
| Cost Factor | Die-Cast Aluminum | Extruded Al + Welding | Stamped Steel + Welding | Composite (SMC) |
|---|---|---|---|---|
| Unit Weight (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Part Count | 1 – 2 pcs | 5 – 8 pcs | 10 – 15 pcs | 1 – 3 pcs |
| Tooling Investment | High (One-time) | Medium | Low | High (Composite Molds) |
| Assembly Processes | Minimal | Multiple (Welding + Machining) | Extensive (Spot Welding + Sealing) | Few (Bonding + Bolts) |
| Overall TCO Rating | Lowest | Medium | High (Weight Penalty) | High (Cooling Add-on Cost) |
Furthermore, the 100% recyclability of aluminum alloys aligns with global circular economy trends. End-of-life NEV components can be remelted and reused in die casting production, with a carbon footprint far lower than steel smelting or composite synthesis. For automakers pursuing ESG objectives, die-cast aluminum components offer significant advantages in sustainability scoring.
For NEV manufacturers and Tier 1 suppliers, incorporating the following technical parameters into supplier qualification and tender documents can effectively filter quality die-casting partners and mitigate post-production quality risks:
By incorporating these indicators into technical specifications and supplier audit checklists, procurement bodies can ensure that selected NEV die-cast components provide stable, safe, and lightweight structural support and thermal management assurance throughout their full lifecycle.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano