Content
A die casting mold is a precision steel tool with two matching halves that shape molten metal into a finished part the moment high pressure forces the metal into its cavity. Aluminum, zinc, and magnesium alloys are pushed into the mold at pressures often between 700 and 1500 bar, then cooled and ejected within seconds. This is the process behind everyday components such as gearbox housing units, motor parts, valves, and auto parts produced by a die casting manufacturer.
Below is a closer look at how these molds are built, what they are made from, and where the resulting parts end up in real products.
Every mold operates on a repeating cycle. The two halves close together under clamping force, molten metal is injected through a sprue and runner system, and the metal fills the cavity in a fraction of a second. Once the part solidifies, cooling channels pull heat out of the steel, the mold opens, and ejector pins push the finished casting free.
A single production mold can complete this cycle thousands of times without losing dimensional accuracy, which is why tolerances as tight as plus or minus 0.05 millimeters are achievable on parts like pistons and end caps.
A mold is not a single block of steel. It is an assembly of functional parts, each responsible for one stage of the casting cycle.
| Component | Function |
|---|---|
| Cavity and core | Form the outer and inner geometry of the final part |
| Sprue and runner | Guide molten metal from the injection point into the cavity |
| Gating system | Controls flow speed and direction to avoid turbulence and porosity |
| Cooling channels | Regulate mold temperature and control the solidification rate |
| Ejector system | Pushes the finished casting out of the mold without deforming it |
| Venting system | Releases trapped air and gas during high-speed filling |
Mold steel has to survive repeated thermal shock, so tool grade choice directly affects mold life and part quality.
| Steel Grade | Typical Hardness | Best For |
|---|---|---|
| H13 | 44 to 52 HRC | General aluminum die casting, long production runs |
| SKD61 | 46 to 50 HRC | High-volume automotive and motor parts tooling |
| 8407 | 48 to 52 HRC | Thin-wall parts requiring fine surface finish |
With proper cooling design and maintenance, a well-built tool can produce anywhere from 100,000 to over 500,000 shots before cavity refurbishment is needed.
Aluminum die casting and zinc die casting mould designs are not interchangeable. Each suits a different combination of wall thickness, precision, and production volume.
| Factor | Aluminum Die Casting Mold | Zinc Die Casting Mould |
|---|---|---|
| Wall thickness | 0.8 mm and above | As thin as 0.4 mm |
| Dimensional accuracy | Good | Excellent, tighter tolerances |
| Mold life | 100,000 to 300,000 shots | 500,000 to over 1,000,000 shots |
| Typical parts | Gearbox housing, motor parts, battery housing | Small precision hardware, connectors, valves |
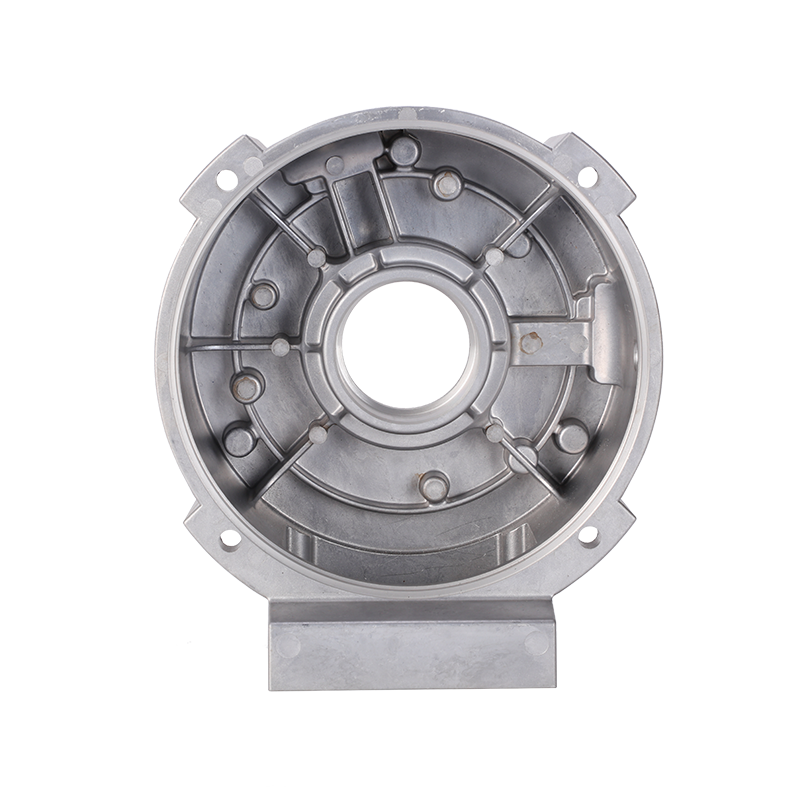
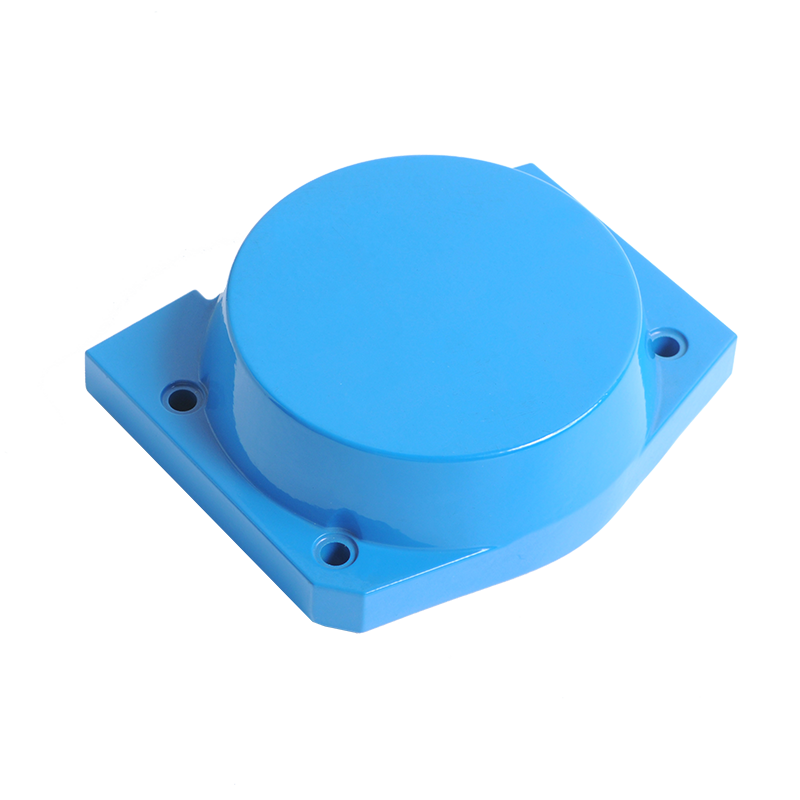
These are examples of parts and molds produced from custom die casting tooling, covering automotive, energy, and industrial applications.
Because die casting produces strong, lightweight, and dimensionally stable parts in one shot, it shows up across a wide range of industries.
Modern die casting mold design relies on three software layers working together. CAD builds the precise geometry of the cavity and core, verifying every dimension in a virtual model before any machining starts. CAM converts that design into toolpaths that guide CNC machining centers and wire cutting equipment, optimizing cutting paths to protect tool life and cut down material waste.
CAE simulation is where problems get caught early. Flow analysis predicts how molten metal will fill the cavity and flags areas prone to porosity or cold shut defects. Thermal analysis maps temperature distribution so the cooling channel layout can be tuned for even solidification. Stress analysis checks whether the mold structure can withstand repeated clamping and injection forces without deforming, which is what keeps mold life predictable across long production runs.
| Checklist Item | Why It Matters |
|---|---|
| Quality certification | IATF16949 or similar confirms a documented process control system |
| Equipment range | Multiple tonnage die casting machines allow flexibility across part sizes |
| In-house CNC and EDM | Reduces lead time and keeps tolerance control internal |
| Simulation capability | CAE flow and thermal analysis lowers the risk of costly mold rework |
| Export experience | Indicates familiarity with international packaging and documentation standards |
A die casting manufacturer that combines all of the above tends to deliver more consistent wall thickness, fewer post-machining surprises, and shorter time from drawing to first sample.
How long does a die casting mold last? Aluminum tooling typically runs 100,000 to 300,000 shots, while hardened zinc die casting mould tooling can exceed 500,000 shots before major refurbishment.
Can one mold produce multiple part variants? Yes, family molds with interchangeable inserts are common for auto parts and motor parts that share a base geometry but differ in mounting details.
What wall thickness is realistic? Aluminum die casting generally starts around 0.8 millimeters, while zinc allows thinner sections down to about 0.4 millimeters for compact hardware.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano