Content
Aluminum alloys are the dominant metal used in motor parts die casting, with zinc and magnesium alloys serving specific secondary roles. Among aluminum grades, A380 and ADC12 account for the large majority of motor housings, end shields, and stator frames produced today, because they combine low density, strong thermal conductivity, and reliable castability at high production volumes. Zinc alloys such as Zamak 3 and Zamak 5 are chosen when a part needs tighter dimensional tolerances or a decorative surface finish, while magnesium appears in applications where weight reduction is the top priority. The sections below break down why each metal is selected, how their properties compare, and what this means for sourcing a motor parts die casting manufacturer.
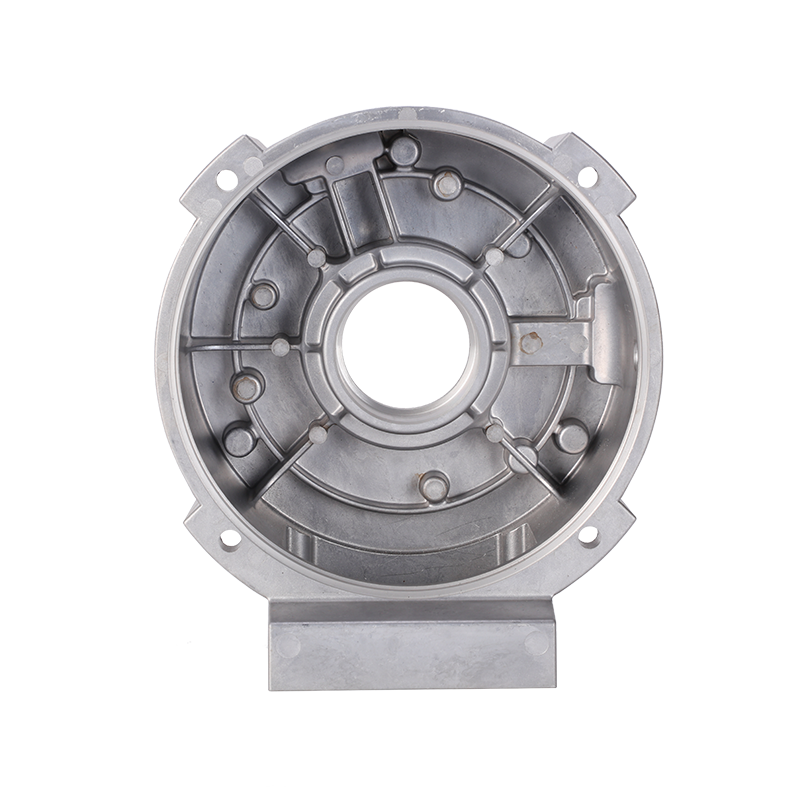
Electric motor housings, end shields, and stator frames all share three requirements: they must shed heat efficiently, resist long-term corrosion, and stay light enough not to drag down overall system efficiency. Aluminum satisfies all three at once. Its thermal conductivity allows heat generated by motor windings to transfer outward through the housing wall rather than building up inside the unit, which directly affects motor lifespan and performance consistency. Its natural oxide layer also protects parts from corrosion in outdoor, automotive, and industrial environments without requiring expensive plating in many cases.
Density is the other deciding factor. Aluminum weighs roughly one-third as much as steel for the same volume, which matters enormously in automotive motor parts and new energy automobile parts where every kilogram saved improves range or payload. This is also why aluminum die casting has become the default forming process for motor housings, stator frames, gearbox housings, and pump bodies across the automotive and industrial equipment sectors.
Within aluminum die casting, two alloy families cover most motor parts production: A380 (the North American and European standard) and ADC12 (the Japanese and Chinese industry standard, chemically very close to A383). Both belong to the silicon-copper aluminum family, and the differences between them are small but meaningful for manufacturing outcomes.
A380 typically contains around 7.5 to 9.5 percent silicon and 3 to 4 percent copper, giving it a solid balance of strength, machinability, and cost. ADC12 carries a slightly higher silicon content, which improves fluidity during the high-pressure injection stage. That extra fluidity lets molten metal fill thinner walls and sharper corners before it solidifies, which is exactly the geometry found in compact motor end shields and stator housings with cooling fins.
| Property | A380 | ADC12 |
| Silicon content | About 7.5–9.5 percent | Slightly higher, improving flow |
| Copper content | About 3–4 percent | About 1–3 percent, slightly lower |
| Best suited for | General structural housings, brackets | Thin-wall, intricate motor end covers |
| Thermal conductivity | Good | Good, comparable to A380 |
| Typical region of use | North America, Europe | Asia, especially China and Japan |
In practice, the choice between the two often comes down to where the part is produced and what wall thickness the design calls for. A facility running Hong Kong Lijin or similar automatic die-casting machines across multiple tonnages, from 200T up to 1600T, can typically accommodate either alloy depending on the customer's regional standard and the complexity of the motor part geometry.
Zinc alloys, most commonly Zamak 3 and Zamak 5, are not the default for large motor housings, but they play an important role in smaller motor components such as end caps, internal brackets, gear elements, and decorative covers. Zamak 3 is roughly 96 percent zinc with about 4 percent aluminum and trace amounts of magnesium and copper. It melts at a comparatively low 385 degrees Celsius, which reduces mold wear and energy consumption during production.
The reason designers reach for zinc die casting mould materials over aluminum in specific motor parts comes down to two factors: dimensional precision and surface finish. Zinc alloys shrink less during solidification than aluminum, which makes them easier to hold to tight tolerances on small, intricate components. They also accept chrome plating, painting, and powder coating more readily, which matters for visible motor end caps or housings that need a decorative finish rather than a purely functional one.
Zamak 5 adds roughly 1 percent copper compared to Zamak 3, which increases hardness and wear resistance. This makes it a better candidate for small gear-adjacent motor parts that experience repeated mechanical contact, while Zamak 3 remains the more economical choice for brackets and covers without heavy mechanical loading.
Magnesium die casting appears less frequently in motor parts than aluminum or zinc, but it is the lightest practical structural metal used in die casting, weighing about one-third less than aluminum for equivalent volume. It is selected mainly for new energy automobile parts and motorcycle components where weight savings translate directly into better efficiency or range. The tradeoff is that magnesium requires more careful handling during melting and casting due to its reactivity, and it generally costs more per kilogram than aluminum, so it tends to appear only where weight reduction outweighs cost concerns.
Some motor parts, particularly those that also function as valves, pistons, or pump bodies within a motor assembly, may use steel inserts or steel die casting mould components combined with aluminum bodies. This hybrid approach lets a manufacturer pair the strength of steel at high-wear contact points with the light weight of aluminum across the rest of the part.
Choosing the right alloy family is only the first step. The purity of the aluminum ingot itself has a direct effect on the final part. High heavy-metal content or impurities in the raw aluminum can cause porosity, slag inclusions, cold shuts, and surface defects during the die casting process. A die casting manufacturer that screens incoming ingots for composition before melting is far less likely to produce motor parts with internal voids that compromise both mechanical strength and the part's ability to seal against dust or moisture intrusion, which matters for motor housings exposed to outdoor or under-hood conditions.
Process control matters just as much as material selection. Three variables in particular determine whether a die-cast motor part meets dimensional and structural specifications:
| Process variable | Why it matters for motor parts |
| Melt temperature control | Keeps molten aluminum or zinc flowing consistently, reducing dimensional deviation between parts |
| Injection and holding pressure | Ensures the internal structure of the casting stays dense, lowering the risk of porosity in motor housings |
| Fill and cooling time | Controls how completely thin-walled sections such as cooling fins or end shield ribs are filled before solidification |
Manufacturers that combine CAD, CAM, and CAE simulation software during the design stage can predict how a given alloy will behave inside a specific mold cavity before any metal is poured, which reduces costly redesigns after tooling is cut.
For sourcing decisions, the practical question usually is not which metal is technically superior, but which metal fits the specific part's load, size, and finish requirements. As a general guide, larger structural components such as motor housings, stator frames, and end shields almost always call for aluminum die casting because of its weight advantage and thermal performance. Smaller components such as end caps, internal gears, or decorative covers more often suit zinc die casting mould production because of tighter achievable tolerances and finishing flexibility.
A die casting manufacturer experienced across both auto parts and motor series production, with the equipment range to run different tonnages and alloy types, is generally better positioned to recommend the right material for a specific part rather than defaulting to whichever alloy happens to be easiest to run. Reviewing a supplier's existing motor parts portfolio, such as synchronous motor end shields or stator housings already in production, is a practical way to confirm they have hands-on experience with the alloy and tolerance combination a given project requires.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano