English
English
 Español
Español
 italiano
italiano
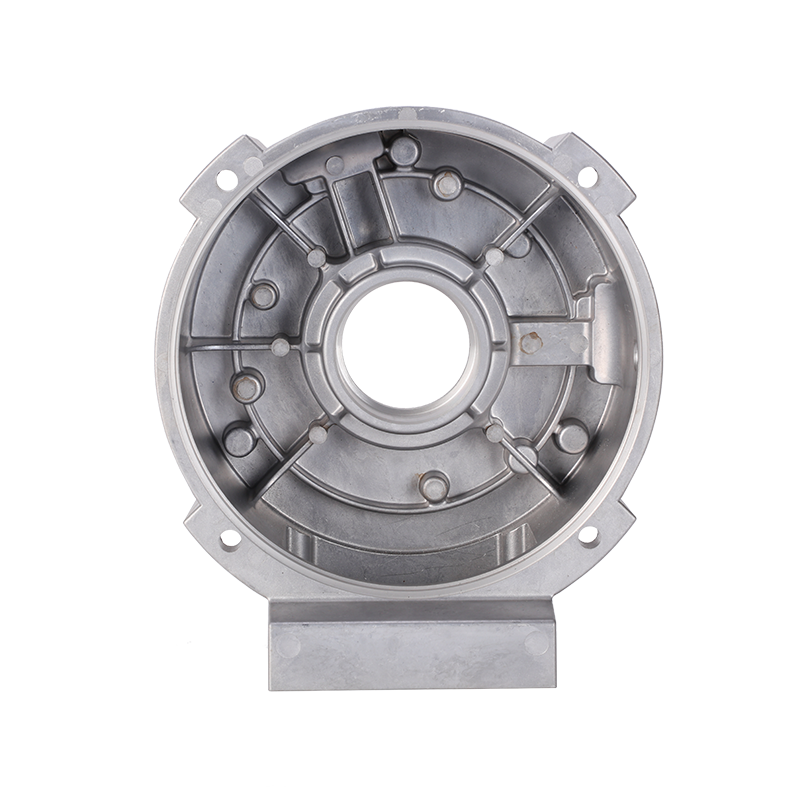
Die Casting Process Steps: A Complete Guide
Die casting is a metal casting process that involves forcing molten metal under high pressure into a mold cavity. The process consists of four main stages: mold preparation, metal injection, cooling and solidification, and ejection. A typical high-pressure die casting cycle completes in 15 to 90 seconds, depending on part complexity and material.
Step-by-Step Die Casting Procedure
1. Mold Preparation and Clamping
The die casting process begins with preparing the steel mold (die). The two halves of the die are cleaned, lubricated with a release agent, and clamped together with a high clamping force ranging from 100 to 4,000 tons to withstand injection pressure. Proper mold temperature (typically 150°C–300°C for aluminum) is maintained to ensure optimal metal flow and prevent premature solidification.
2. Molten Metal Injection
Molten metal—commonly aluminum, zinc, or magnesium—is transferred to a shot chamber and forced into the die cavity under high pressure between 1,500 and 25,000 psi (10–170 MPa). The injection phase typically takes 0.05 to 0.15 seconds for thin-walled components. This rapid filling prevents oxide formation and ensures complete cavity filling.
3. Cooling and Solidification
Once injected, the molten metal cools and solidifies rapidly due to the water-cooled die system. Cooling time varies by material thickness:
- Thin sections (1–2 mm): 5–10 seconds
- Medium sections (3–5 mm): 10–20 seconds
- Thick sections (>5 mm): 20–40 seconds
4. Ejection and Trimming
After solidification, the die opens and ejector pins push the casting out. Excess material (flash, runners, and gates) is removed through trimming operations. Modern automated systems can achieve ejection cycles as fast as 15 seconds for simple zinc components.
High-Pressure Die-Casting Cycle Time Analysis
High-pressure die casting (HPDC) is valued for its rapid production capabilities. The total cycle time is the sum of multiple phases:
| Process Phase | Simple Part | Complex Part |
|---|---|---|
| Die Closing & Clamping | 2–3 seconds | 3–5 seconds |
| Metal Injection | 0.05–0.1 seconds | 0.1–0.3 seconds |
| Cooling/Solidification | 10–15 seconds | 30–60 seconds |
| Die Opening & Ejection | 2–3 seconds | 4–8 seconds |
| Total Cycle Time | 15–25 seconds | 40–90 seconds |
Zinc die casting typically achieves faster cycle times than aluminum due to zinc's lower melting point (419°C vs 660°C) and superior fluidity. Zinc components often complete cycles in 15–30 seconds compared to aluminum's 30–90 seconds.
Die Casting vs Sand Casting: Process Comparison
Understanding the differences between die casting and sand casting helps manufacturers select the appropriate process:
| Parameter | High Pressure Die Casting | Sand Casting |
|---|---|---|
| Production Rate | High (hundreds per hour) | Low (dozens per hour) |
| Surface Finish | Excellent (Ra 0.8–3.2 μm) | Rough (Ra 12.5–25 μm) |
| Dimensional Accuracy | ±0.1 mm | ±0.5–1 mm |
| Wall Thickness | Thin (0.8–3 mm) | Thick (3–50 mm) |
| Tooling Cost | High ($20,000–$200,000) | Low ($1,000–$10,000) |
| Part Size Range | Small to medium (up to 20 kg) | Small to very large (up to several tons) |
| Material Options | Limited (Al, Zn, Mg, Cu alloys) | Virtually unlimited (all castable metals) |
Selection guideline: Choose die casting for high-volume production (>10,000 units/year) requiring tight tolerances and excellent surface finish. Select sand casting for low-volume production, large components, or when working with ferrous metals like cast iron.
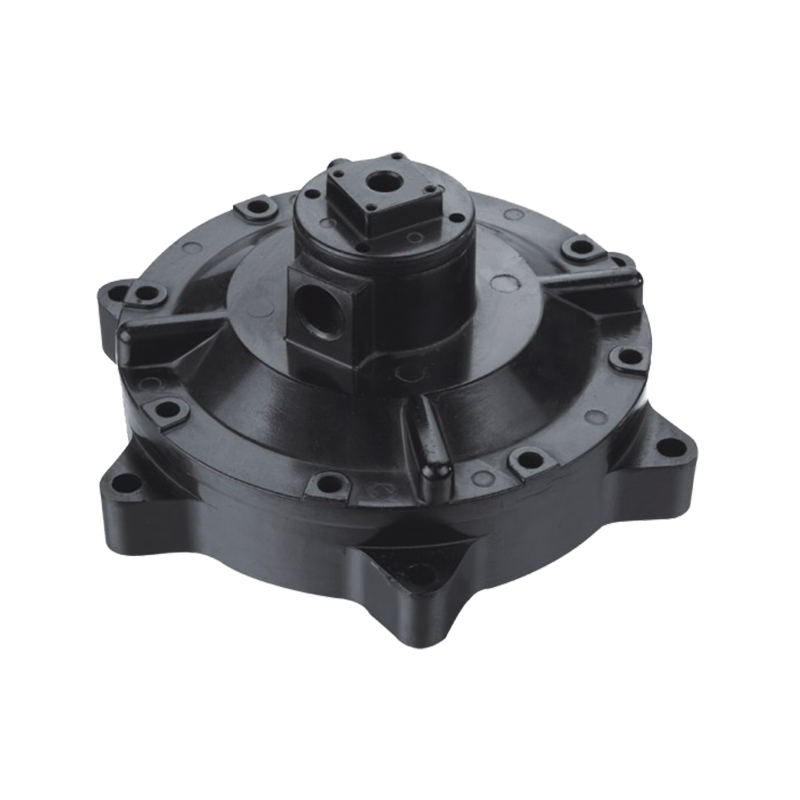
Zinc Die Casting: Advantages and Applications
Zinc die casting offers unique advantages that make it ideal for specific applications:
Key Material Properties
- Low melting point (419°C): Reduces energy consumption and extends die life (up to 1,000,000 shots vs 100,000 for aluminum)
- Superior fluidity: Allows casting of walls as thin as 0.3 mm with intricate details
- High impact strength: Zinc alloys withstand 50–60 J impact energy, outperforming aluminum and magnesium
- Excellent machinability: Easier post-casting processing compared to other die cast metals
Common Applications
Zinc die casting dominates in:
- Automotive interior components (door handles, emblems, decorative trim)
- Electronic device housings and connectors
- Plumbing fixtures and hardware
- Toys and consumer goods requiring high detail
Die Casting in the Automotive Industry
The automotive sector represents the largest market for die casting, consuming approximately 50–60% of all aluminum die castings globally. Recent industry trends show significant growth in structural component applications.
Major Automotive Applications
- Transmission housings: Complex geometries requiring pressure-tight sealing
- Engine blocks and cylinder heads: High thermal conductivity requirements
- Structural body components: Tesla's Model Y rear underbody uses a 6,000-ton die casting machine producing a single piece replacing 70 stamped components
- Steering and suspension parts: High strength-to-weight ratio requirements
Industry Trends
The shift toward electric vehicles (EVs) has intensified die casting demand for:
- Battery housings and trays: Large thin-walled structures requiring electromagnetic shielding
- Motor housings: Precision cooling channel integration
- Mega-casting technology: Single-piece castings reducing assembly time by 30–40% and weight by 10–20%
Selecting a Die Casting Manufacturer: Key Criteria
When sourcing die casting services, evaluate manufacturers based on these critical factors:
Technical Capabilities
- Machine tonnage range: Ensure capability matches your part size (common range: 180–4,000 tons)
- Material expertise: Verify experience with your specific alloy (Al-Si-Cu, Zamak zinc alloys, AZ91D magnesium)
- Quality certifications: ISO 9001, IATF 16949 for automotive, AS9100 for aerospace
- In-house tooling design: Reduces lead times by 20–30% compared to outsourced die manufacturing
Production Metrics to Verify
| Metric | Industry Standard | High-Performance Target |
|---|---|---|
| First Pass Yield | 85–90% | >95% |
| Porosity Defect Rate | <2% | <0.5% |
| Dimensional CPK | >1.33 | >1.67 |
| Tooling Lead Time | 12–16 weeks | 8–10 weeks |
FAQ About Clean Swabs in Die Casting Operations
Why Are Clean Swabs Essential in Die Casting?
Clean swabs play a critical role in maintaining die casting quality and preventing defects. They are used for:
- Die surface cleaning: Removing residual release agents, aluminum oxide buildup, and lubricant residue between cycles
- Shot chamber maintenance: Cleaning plunger tips and sleeves to prevent soldering (aluminum sticking to steel surfaces)
- Venting system clearing: Removing blockages that cause gas porosity defects
Recommended Swab Types for Die Casting
- High-temperature resistant swabs: Capable of withstanding die surface temperatures up to 350°C without fiber degradation
- Lint-free industrial swabs: Polyester or foam-tipped swabs that leave no fiber residue that could cause inclusions
- Metal-detectable swabs: For food-grade or critical safety applications where foreign object contamination must be eliminated
Best Practices for Swab Usage
Implement these procedures to maximize effectiveness:
- Use dedicated swabs for different die areas (cavity vs. shot chamber) to prevent cross-contamination
- Replace swabs every 4–6 hours of continuous operation or when visible contamination appears
- Apply compatible cleaning solvents (isopropyl alcohol for light cleaning, specialized die release removers for heavy buildup)
- Document cleaning frequency in process control logs for quality traceability
Impact on Production Efficiency
Proper swab maintenance directly affects operational metrics:
- Reduced scrap rate: Clean dies produce 15–25% fewer surface defect parts
- Extended die life: Regular cleaning prevents corrosion and erosion, extending die life by 20–30%
- Shorter maintenance downtime: Preventive cleaning reduces unplanned stops by 40% compared to reactive cleaning protocols