Content
Die casting is the better choice for most medium-to-large aluminum or zinc parts requiring high production volume, tight tolerances, and structural integrity. Metal injection molding (MIM) excels only in very small, geometrically complex parts — typically under 100 grams — where conventional machining or casting would be impractical. For most industrial applications, especially automotive, motor, and enclosure components, die casting delivers superior cost efficiency and mechanical performance at scale.
Understanding the tradeoffs between these two manufacturing processes is critical for engineers and procurement teams deciding how to source metal parts. The decision affects per-unit cost, lead time, material selection, and long-term scalability.
In die casting, molten metal — most commonly aluminum, zinc, or magnesium — is injected into a steel mold cavity under high pressure (typically 10 to 175 MPa). The metal solidifies rapidly, and the part is ejected in seconds. Cycle times range from 15 to 90 seconds depending on part size and alloy. This high-speed cycle enables production rates of hundreds to thousands of parts per hour on automated machines.
MIM starts with a feedstock of fine metal powder mixed with a thermoplastic binder. This mixture is injection-molded into a mold, producing a "green part." The binder is then removed through a debinding stage (thermal or solvent), and the part is sintered in a furnace at high temperatures. Sintering causes the part to shrink by roughly 15–20%, which must be accounted for in mold design. The full cycle — molding, debinding, sintering — typically takes 24 to 72 hours per batch.
| Factor | Die Casting | Metal Injection Molding (MIM) |
|---|---|---|
| Typical Part Weight | 0.1 kg – 25 kg | 0.1 g – 100 g |
| Materials | Al, Zn, Mg, Cu alloys | Stainless steel, titanium, tool steel, Inconel |
| Dimensional Tolerance | ±0.1 – ±0.3 mm | ±0.3 – ±0.5% of dimension |
| Tooling Cost | $5,000 – $150,000+ | $10,000 – $50,000 |
| Per-Part Cost at Volume | Very low (<$1 for small Al parts) | Moderate to high ($2–$20+) |
| Surface Finish (as-cast) | Ra 1.6 – 6.3 µm | Ra 0.8 – 3.2 µm |
| Production Volume Fit | 10,000 – millions/year | 5,000 – 500,000/year |
| Geometric Complexity | Moderate (draft angles required) | Very high (undercuts, thin walls possible) |
| Lead Time (first article) | 4 – 12 weeks | 8 – 16 weeks |
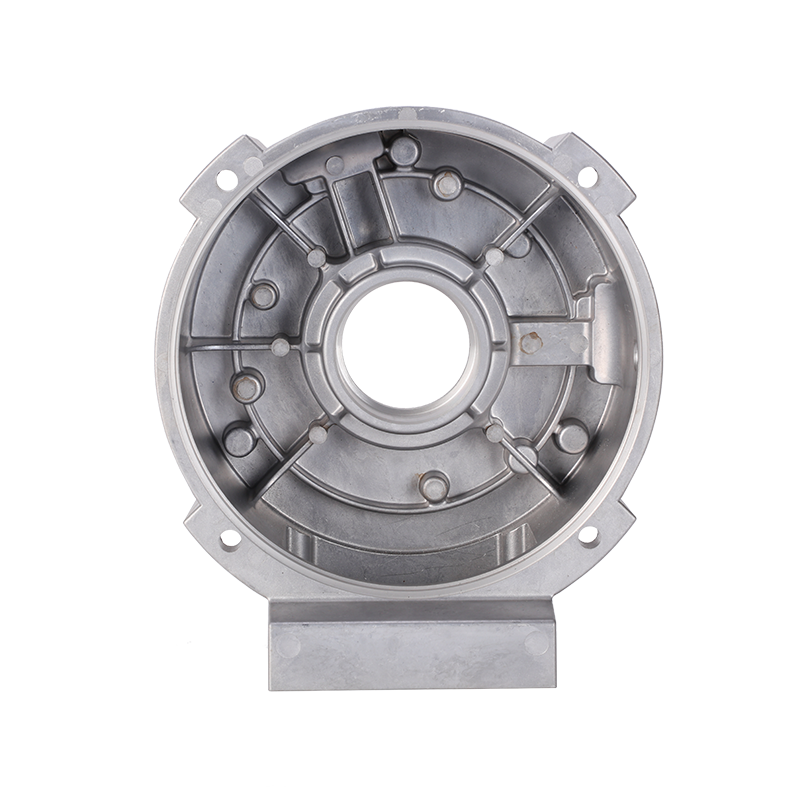
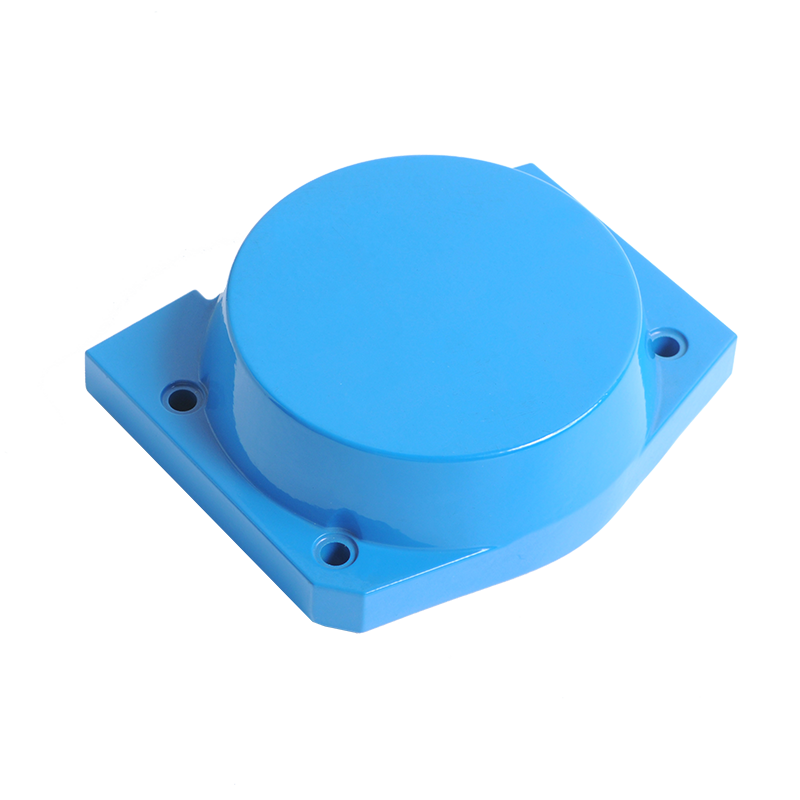
Die casting's fundamental advantage is its speed-to-cost ratio at scale. A single aluminum die casting machine operating at 200T clamping force can produce a complex housing part every 30–40 seconds. At annual volumes of 100,000+ units, per-part costs often fall below $1 USD for small parts. No other metal manufacturing process matches this combination of speed, detail, and unit economics for medium-volume aluminum production.
Die casting is the standard process for:
Parts in these categories typically weigh between 0.2 kg and 5 kg and require mechanical strength alongside heat dissipation — both areas where aluminum die casting alloys (such as ADC12 or A380) outperform MIM materials in thermal conductivity and specific strength.
MIM is not a competitor to die casting for most structural parts — it occupies a different niche. Its genuine strengths lie in three specific scenarios:
Outside these scenarios, MIM's longer lead times, higher per-part costs, and 15–20% sintering shrinkage (which increases rejection rates) make it a suboptimal choice compared to die casting.
The global die casting market was valued at approximately $75 billion in 2023 and is projected to reach $110 billion by 2030, driven primarily by electric vehicle (EV) adoption and lightweighting requirements in transportation. Several structural trends are reshaping the industry:
Tesla's introduction of 6,000-ton and 9,000-ton die casting presses to produce single-piece underbody structures has triggered a wave of investment across the EV supply chain. Traditional automakers including Toyota, Volvo, and Chinese OEMs have announced similar "megacasting" programs. This consolidates dozens of stamped and welded parts into one die-cast component, reducing assembly labor by up to 40% and weight by 10–15%.
Traditional high-pressure die casting was limited to non-heat-treatable alloys, preventing its use in structural applications. New alloys — including Alcoa's C611, Novelis's Aural-5, and Shiloh's EV-Cast series — do not require post-cast heat treatment, making them viable for load-bearing structural parts in EV platforms. This expands the addressable market for die casting significantly.
Porosity — small voids caused by trapped gas — has historically limited die casting in safety-critical applications. Vacuum-assisted die casting (VADC) systems, now widely adopted by Tier 1 automotive suppliers, reduce porosity by 60–80%, enabling die-cast parts to replace forgings in suspension and steering components.
Leading die casting facilities are integrating real-time shot monitoring, AI-based defect detection via X-ray and vision systems, and robotic part handling. These reduce scrap rates — which historically ranged from 3–8% — to under 2%, directly improving cost competitiveness against MIM and investment casting.
Sourcing die casting parts goes beyond comparing machine tonnage. The quality of the mold — how it's designed, how precisely it's machined, and how well it's maintained — determines part consistency over hundreds of thousands of cycles. Key factors to evaluate in a supplier:
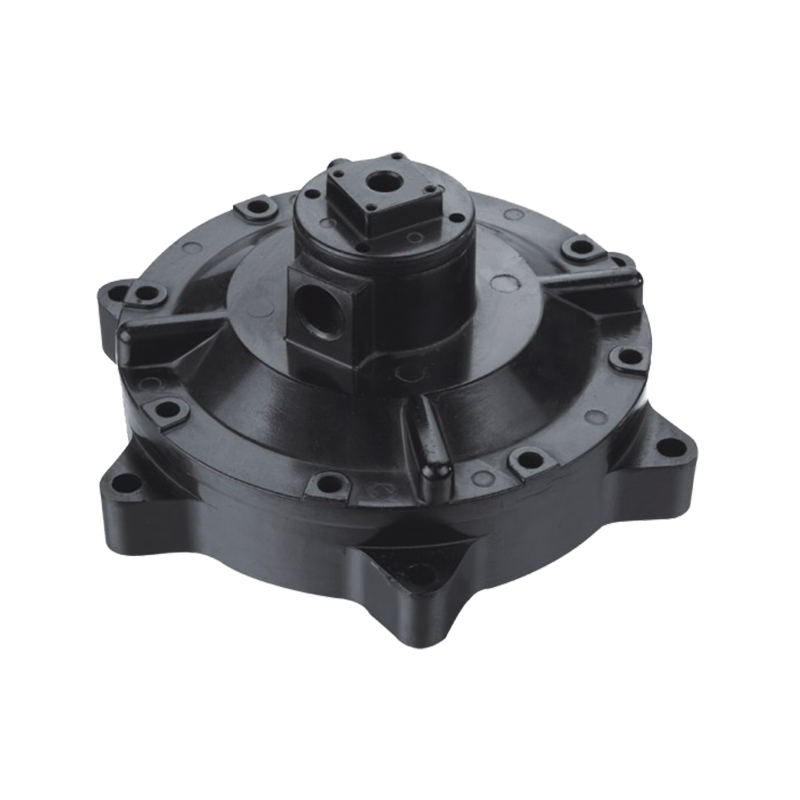
Ningbo Jieda Molding & Machine Co., Ltd. is an example of a vertically integrated die casting manufacturer that meets these criteria. Founded in 1987 and located in Beilun, Ningbo — recognized as China's "Hometown of Die-casting Molds" — Jieda operates over 80 pieces of equipment including automatic die-casting machines ranging from 200T to 1600T (Hong Kong Lijin brand). The company holds IATF16949 certification, employs 28 management and R&D personnel out of a total workforce of 130+, and exports aluminum die-cast components to customers in the United States, Germany, Italy, France, Finland, India, Australia, and other countries. Product lines cover automotive accessories, motors, pneumatic components, communication equipment, reducer housings, new energy photovoltaic enclosures, and luminaire bodies.
Use the following decision framework to determine whether die casting or MIM is the right process for a given part:
For the overwhelming majority of industrial metal parts — especially in automotive, energy, and equipment sectors — die casting remains the dominant and most cost-effective manufacturing process. MIM fills a specific micro-niche that rarely overlaps with typical die casting applications. When evaluating die casting parts suppliers, prioritize mold-making capability, machine range, quality certification, and verified export experience over price alone.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano