Content
Zinc die casting is a high-pressure manufacturing process where molten zinc alloy is injected into hardened steel dies to produce complex, precision metal components with superior strength and surface finish. The process operates at relatively low temperatures (380–420°C) compared to aluminum, enabling faster production cycles and extended mold life.
Zinc die casting is ideal for high-volume production of non-ferrous parts with tight tolerances, while investment casting excels at producing complex geometries in high-temperature alloys like stainless steel.
| Characteristic | Zinc Die Casting | Investment Casting |
|---|---|---|
| Mold Material | Hardened Steel (Reusable) | Ceramic (Single-use) |
| Material Range | Non-ferrous (Zinc, Aluminum) | Ferrous & Non-ferrous (Steel, Superalloys) |
| Tolerance (Up to 25mm) | ±0.050mm | ±0.250mm |
| Production Rate | 3-45 shots/minute | Hours per part |
| Tool Life | 150,000–1,000,000+ shots | 1 shot per mold |
| Best Volume | High volume (10,000+) | Low to medium volume |
| Surface Finish | Smooth (Ra ≤ 1.0 μm) | Excellent |
Die casting achieves cycle times up to 45 shots per minute with multi-slide machines, while investment casting requires labor-intensive steps, including wax pattern creation and ceramic shell building. For high-volume zinc components, die casting offers superior cost efficiency despite higher initial tooling costs of $15,000–$60,000+.
Zinc alloys provide superior impact resistance, better plating adhesion, tighter tolerances, and longer mold life compared to aluminum, making them the preferred choice for small to medium precision components under 500g.
However, aluminum remains preferred for weight-sensitive applications (density 2.7 g/cm³ vs zinc's 6.6 g/cm³) and high-temperature environments exceeding 150°C, where zinc's mechanical properties degrade.
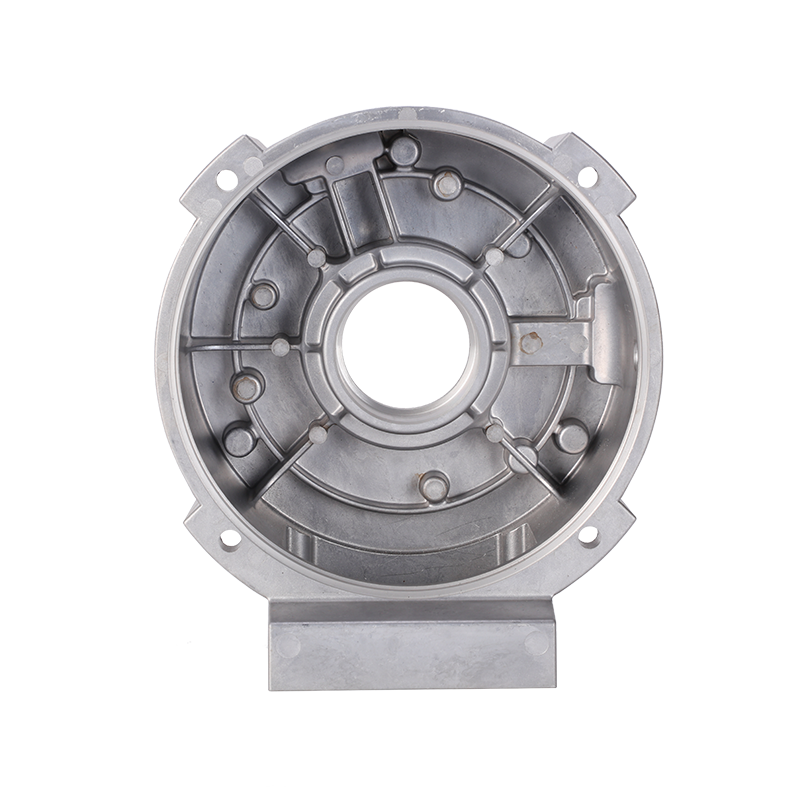
Zinc die castings are predominantly used in automotive interiors, electronics housings, hardware components, and consumer goods where precision, durability, and cost-efficiency are critical.
Zinc die castings exhibit excellent strength-to-weight ratios with tensile strengths ranging from 280 MPa to 390 MPa, depending on alloy composition, combined with superior impact resistance and hardness compared to aluminum counterparts.
| Property | Zamak 3 | Zamak 5 | ZA-8 |
|---|---|---|---|
| Density | 6.6 g/cm³ | 6.6 g/cm³ | 6.3 g/cm³ |
| Tensile Strength | ~280 MPa | ~330 MPa | ~390 MPa |
| Yield Strength | ~210 MPa | ~260 MPa | ~320 MPa |
| Elongation | ~10% | ~7% | ~3% |
| Hardness (HB) | 82 | 91 | 120 |
| Min. Wall Thickness | 0.6–3.0 mm | 0.6–3.0 mm | 1.0–4.0 mm |
| Tool Life | 500K–1M+ shots | Similar | Slightly lower |
Zamak 3 offers the best balance of strength and ductility with 10% elongation, making it the most commonly used alloy. Zamak 5 provides 18% higher tensile strength (330 MPa) for more demanding structural applications. ZA alloys with higher aluminum content deliver superior hardness (120 HB) and wear resistance for heavy-duty components.
The rapid solidification during die casting creates a fine metallurgical grain structure that makes zinc die castings stronger than sand-cast 356-T6 aluminum, SAE 40 bronze, and class 30 cast iron.
Zinc die casting becomes economically viable at 10,000+ pieces per order, where tooling costs of $15,000–$60,000+ can be amortized across the production run. For volumes under 5,000 units, CNC machining or investment casting may be more cost-effective.
No. Zinc alloys are not recommended for continuous service above 95–120°C (depending on alloy), with absolute maximums around 150°C. Above these temperatures, mechanical properties degrade significantly due to creep. For high-temperature applications, aluminum or investment-cast steel is preferred.
Yes. Zinc alloys are 100% recyclable without quality degradation. Production scrap, runners, and overflow material can be remelted and reused immediately, supporting circular economy principles and reducing material waste compared to machining processes.
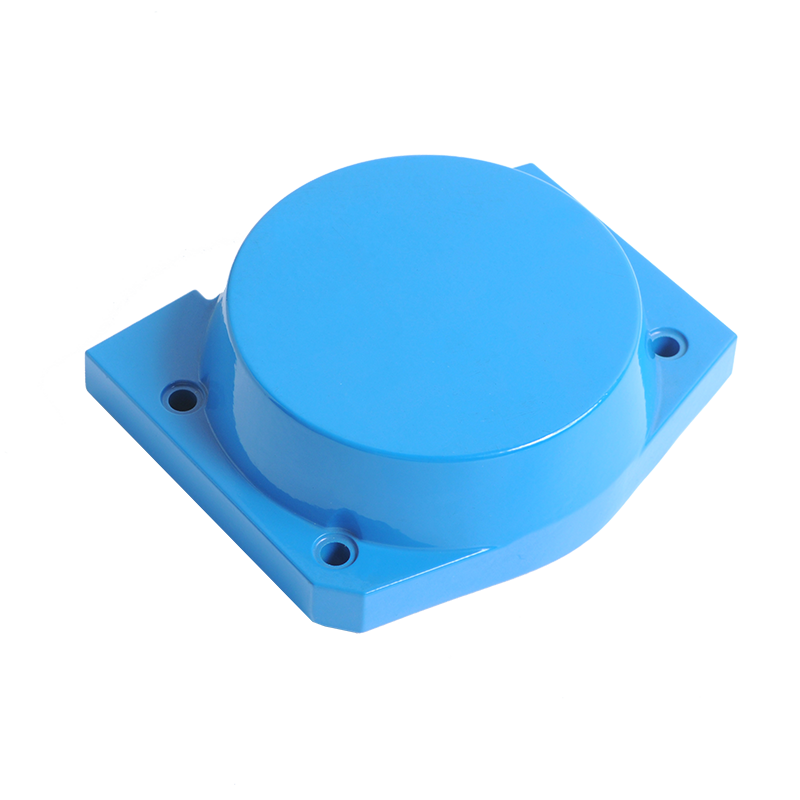
Zinc die castings accept a wide range of finishes, including electroplating (chrome, nickel, zinc), powder coating, painting, polishing, and sandblasting. The smooth as-cast surface (Ra ≤ 1.0 μm) provides an excellent base for decorative coatings.
Zinc has a higher density (6.6 g/cm³) compared to aluminum (2.7 g/cm³), making zinc parts approximately 2.4 times heavier than equivalent aluminum components. This makes aluminum preferable for weight-critical applications, while zinc is favored for small precision parts where strength and castability matter more than weight.
Standard zinc die casting achieves linear tolerances of ±0.050mm for dimensions up to 25mm, ±0.075mm up to 50mm, and ±0.100mm up to 75mm—significantly tighter than investment casting's ±0.250mm for the same range. Multi-slide die casting can hold even tighter tolerances.
Hot chamber die casting is dominant for zinc because the injection plunger remains submerged in molten metal, enabling cycle times of 12–20 seconds and production rates up to 4–5 shots per minute. This is possible due to zinc's low melting point (380–420°C) and low corrosivity, which prevents damage to machine components.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano