Content
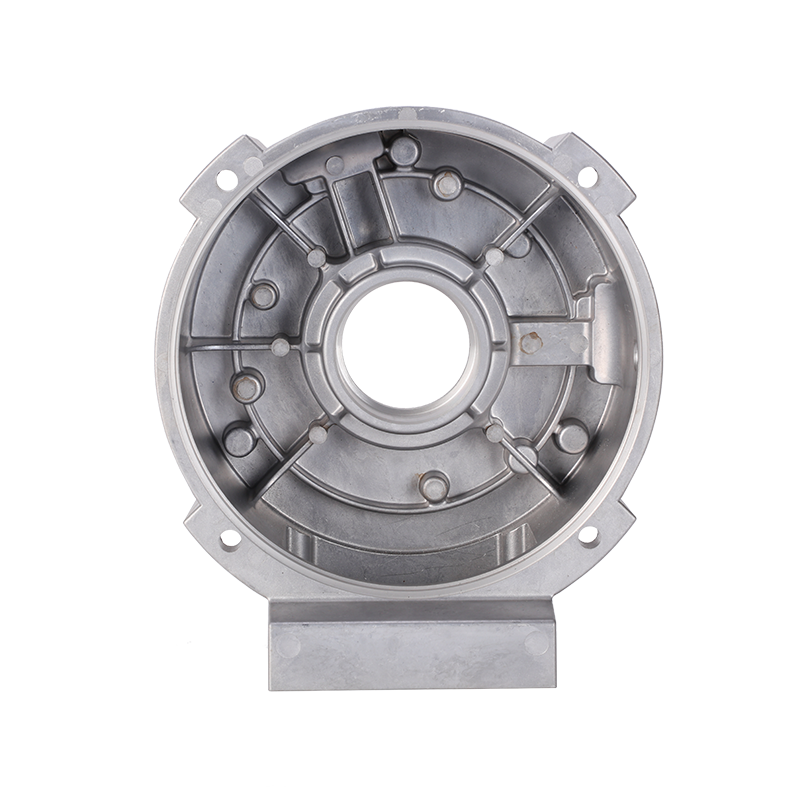
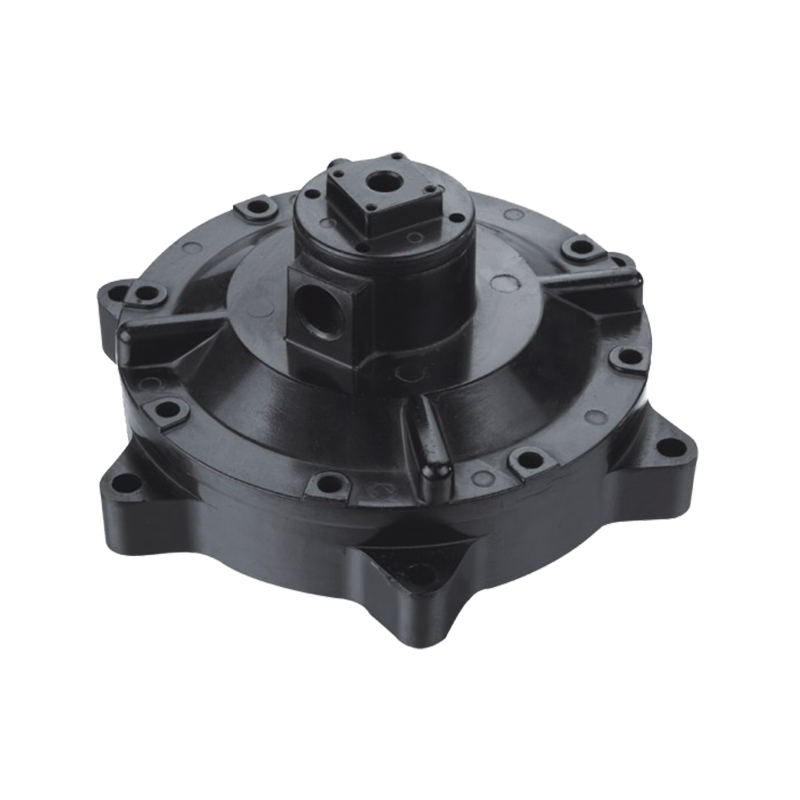
Gearbox housing die casting is a high-pressure manufacturing process that injects molten aluminum alloy into a precision steel mold (die) to produce complex, lightweight, and dimensionally accurate transmission enclosures. This process enables the production of intricate geometries—including cooling fins, mounting bosses, and internal rib structures—that would be difficult or cost-prohibitive to achieve through machining or other casting methods.
The process typically employs cold-chamber high-pressure die casting (HPDC) machines ranging from 500 to 4,000 tons clamping force, capable of producing gearbox housings with wall thicknesses as thin as 0.8–1.5mm while maintaining tight dimensional tolerances of ±0.01mm after CNC machining. Cycle times vary from 30 seconds to 3 minutes, depending on part size, making it ideal for high-volume automotive production where annual volumes exceed 50,000 units.
The resulting components offer excellent strength-to-weight ratios, with typical aluminum die-cast gearbox housings weighing 30–40% less than equivalent iron castings while providing sufficient rigidity to maintain gear alignment under operational loads of 200–500 Nm torque.
Aluminum alloys dominate gearbox housing applications, with A380, ADC12, and A360 representing the three primary material choices, each offering distinct performance characteristics suited to specific operational requirements.
| Alloy | Silicon Content | Tensile Strength | Key Characteristics | Primary Applications |
|---|---|---|---|---|
| A380 | 7.5–9.5% | 324 MPa | Best all-purpose alloy; excellent castability and machinability; good strength-to-cost ratio | General automotive housings, transmission cases, structural brackets |
| ADC12 | 9.6–12.0% | 310 MPa | Superior fluidity; excellent for thin-wall sections (0.6–1.2mm); high dimensional stability | Complex electronic housings, thin-wall transmission components, high-detail parts |
| A360 | 9.0–10.0% | 317 MPa | Superior corrosion resistance; improved pressure tightness; better high-temperature strength | Marine applications, powertrain components, sealed housings requiring pressure integrity |
| A383 | 9.5–11.5% | 310 MPa | Modified A380 with improved fluidity for very thin-wall parts | Intricate thin-wall gearbox housings |
| A413 | 11.0–13.0% | 295 MPa | Excellent pressure tightness and thermal conductivity | Fluid-carrying components, heat exchanger housings |
Quality assurance for gearbox housing die castings relies on a multi-layered inspection approach combining visual, dimensional, and non-destructive testing (NDT) methods to detect both surface and internal defects. Given that gearbox housings must maintain pressure integrity and structural reliability under cyclic loading, inspection protocols typically achieve defect detection rates exceeding 99.5% for critical safety features.
Porosity in aluminum gearbox housing die castings manifests primarily as gas porosity (spherical voids 5–50 μm caused by trapped hydrogen) and shrinkage porosity (irregular voids 10–200 μm caused by solidification contraction), with effective prevention requiring a systems-level approach combining melt preparation, process control, and advanced casting technologies.
While aluminum alloys dominate gearbox housing production, magnesium and zinc alloys offer compelling alternatives for specific applications where weight reduction, damping capacity, or cost considerations take precedence.
Magnesium die castings provide 33% lower density than aluminum (1.8 g/cm³ vs. 2.7 g/cm³), making them attractive for EV gearboxes where every kilogram affects range. AZ91D offers excellent castability and corrosion resistance, while AM60B provides superior ductility and impact resistance for crash-critical applications.
Zinc alloys offer exceptional fluidity, enabling wall thicknesses down to 0.4mm and complex net-shape geometries with minimal draft angles. Zamak 3 provides 280 MPa tensile strength with superior ductility (10% elongation) compared to aluminum die castings.
| Material | Density (g/cm³) | Tensile Strength (MPa) | Max Temp (°C) | Relative Cost |
|---|---|---|---|---|
| Aluminum A380 | 2.7 | 324 | 200 | 1.0× (baseline) |
| Magnesium AZ91D | 1.8 | 230 | 120 | 2.5× |
| Zinc Zamak 5 | 6.6 | 331 | 120 | 0.8× |
Standard aluminum die casting achieves wall thicknesses of 0.8–1.5mm for general areas and 2.0–4.0mm for structural mounting bosses. With ADC12 alloy and optimized gating, sections as thin as 0.6mm are possible for non-structural features.
Conventional high-pressure die castings cannot be T6 heat-treated due to internal porosity, causing blistering. However, vacuum die castings with porosity levels <0.3% can successfully undergo T6 treatment, achieving tensile strengths up to 380 MPa.
Die casting becomes cost-competitive at annual volumes exceeding 5,000–10,000 units, with maximum economic efficiency at 50,000+ units. Below this threshold, sand casting or CNC machining may be more economical despite higher per-unit costs.
Vacuum systems add 15–25% to tooling costs and 10–15% to cycle time, but reduce scrap rates from 8–12% to 2–4% while enabling heat treatment and welding. For structural automotive components, the total cost impact is typically neutral or positive when quality improvements are considered.
Standard as-cast surfaces achieve Ra 3.2–6.3 μm. Secondary finishing options include shot blasting (Ra 1.6–3.2 μm), anodizing (Type II decorative or Type III hardcoat), powder coating, e-coating, and chromate conversion coating for corrosion protection.
Pressure decay testing applies 0.3–0.6 MPa air pressure to sealed cavities, monitoring for pressure drop <5% over 30 seconds. Helium leak testing (10⁻⁶ mbar·l/s sensitivity) is used for extreme requirements such as EV battery enclosures or hermetic transmission housings .
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano