Content
Die casting is one of the most efficient and cost-effective metal manufacturing processes available today. In short: if you need high volumes of precise, complex metal parts, die casting is likely your best option. It delivers tight dimensional tolerances, excellent surface finishes, and rapid cycle times that few other processes can match. This guide covers everything you need to know — from how the process works to its limitations, methods, and real-world applications.

Die casting is a metal casting process in which molten metal is forced under high pressure into a reusable steel mold (called a "die"). Once the metal solidifies, the die opens and the finished part is ejected. The mold can then be used again — typically for tens of thousands to hundreds of thousands of cycles.
The most commonly used metals in die casting include aluminum, zinc, magnesium, and copper alloys. Aluminum is by far the most popular due to its excellent strength-to-weight ratio, corrosion resistance, and thermal conductivity.
Unlike sand casting, which uses expendable molds, die casting uses permanent steel tooling. This makes it ideal for high-volume production where consistency and repeatability are critical.

The die casting cycle follows a consistent sequence:
Cycle times vary by part size and complexity but typically range from a few seconds to a few minutes. A well-optimized aluminum die casting cell can produce hundreds of parts per hour.

The two primary die casting methods differ in how molten metal is introduced into the die:
In hot chamber die casting, the injection mechanism is submerged directly in the molten metal. This method offers faster cycle times and is best suited for low-melting-point metals such as zinc, tin, and lead alloys. It is not suitable for aluminum, as aluminum would erode the submerged components.
In cold chamber die casting, molten metal is ladled into a separate shot chamber before each injection. This approach is used for aluminum, magnesium, and copper alloys — metals with higher melting points that would damage a hot chamber system. While slightly slower than hot chamber, cold chamber die casting enables the production of stronger, more durable parts.
| Feature | Hot Chamber | Cold Chamber |
|---|---|---|
| Suitable Metals | Zinc, Tin, Lead | Aluminum, Magnesium, Copper |
| Cycle Speed | Faster | Slightly Slower |
| Injection Pressure | Lower | Higher |
| Part Strength | Moderate | Higher |
| Typical Applications | Small consumer parts | Automotive, industrial |

Die casting consistently achieves tolerances of ±0.1 mm or tighter, often eliminating the need for secondary machining. This level of repeatability across thousands of parts is difficult to match with other casting methods.
Once tooling is in place, die casting machines can operate around the clock, producing parts in cycles as short as 15–20 seconds for small aluminum components. This throughput makes it one of the fastest methods for high-volume metal part production.
Die casting supports intricate internal features, thin walls (as thin as 0.5 mm in some aluminum applications), undercuts, and near-net-shape components that would be costly or impossible with machining alone.
While initial tooling costs are significant, the per-part cost drops dramatically at scale. For production runs in the tens of thousands or more, die casting is typically far more economical than CNC machining or other processes.

Die casting is not without trade-offs. Understanding its limitations helps determine whether it's the right process for your project.
A single aluminum die casting mold can cost anywhere from $10,000 to over $100,000, depending on complexity. This makes die casting a poor choice for prototypes or very low production volumes.
Die casting is limited to non-ferrous metals. Steel and iron cannot be die cast because their high melting points would destroy the steel dies. If your project requires ferrous metal, alternative processes like investment casting or sand casting must be considered.
Air can become trapped in the die cavity during injection, creating internal porosity. This can compromise mechanical strength and make the part unsuitable for pressure-tight applications unless controlled via vacuum-assisted die casting or other techniques.
Most die casting machines are suited for parts up to approximately 25 kg. Very large components are better served by sand casting or other gravity-based processes.
Steel dies wear over time, particularly with high-temperature alloys. Proper maintenance schedules are essential to preserve dimensional accuracy and extend die life — typically 100,000 to 500,000 shots depending on materials and process parameters.

As a China Die Casting Mold Manufacturer and Custom Die Casting Mold Factory, Ningbo Jieda Molding & Machine Co., Ltd. offers a comprehensive range of casting processes to suit different part geometries, materials, and volume requirements.
The most common die casting method. Molten metal is injected at pressures up to 25,000 psi, producing dense, precise parts with excellent surface finish. Jieda operates Hong Kong Lijin machines from 200T to 1600T clamping force to accommodate a wide range of part sizes.
Metal is pushed upward into the die using low pressure (typically 0.7–1.0 bar), allowing for better control of metal flow and reduced turbulence. This method is particularly suited for structural parts requiring higher mechanical properties and lower porosity.
An economical choice for low-volume production or large, complex geometries where permanent tooling is not cost-justified. Sand molds are created from a pattern and discarded after each pour, making this method highly flexible.
A wax pattern is coated in ceramic shell material, then melted away to leave a precise cavity. Investment casting produces parts with exceptional surface detail and accuracy — often used for aerospace components, medical devices, and intricate industrial parts.
Molten metal is poured into a permanent metal mold using gravity rather than pressure. This results in lower porosity than high-pressure die casting and is well-suited for medium-volume production of denser, structurally demanding parts.

Raw die cast parts often require surface treatment or secondary processing before they are ready for use. Common finishing operations include:
Jieda provides full-service surface treatment and finishing alongside its casting operations, delivering ready-to-use components to customers across the automotive, motor, pneumatic, communication, and new energy sectors.
Die casting is used across virtually every major industry that requires high-volume metal components. Key application areas include:
| Industry | Typical Die Cast Parts | Common Material |
|---|---|---|
| Automotive | Engine housings, transmission cases, brackets | Aluminum, Magnesium |
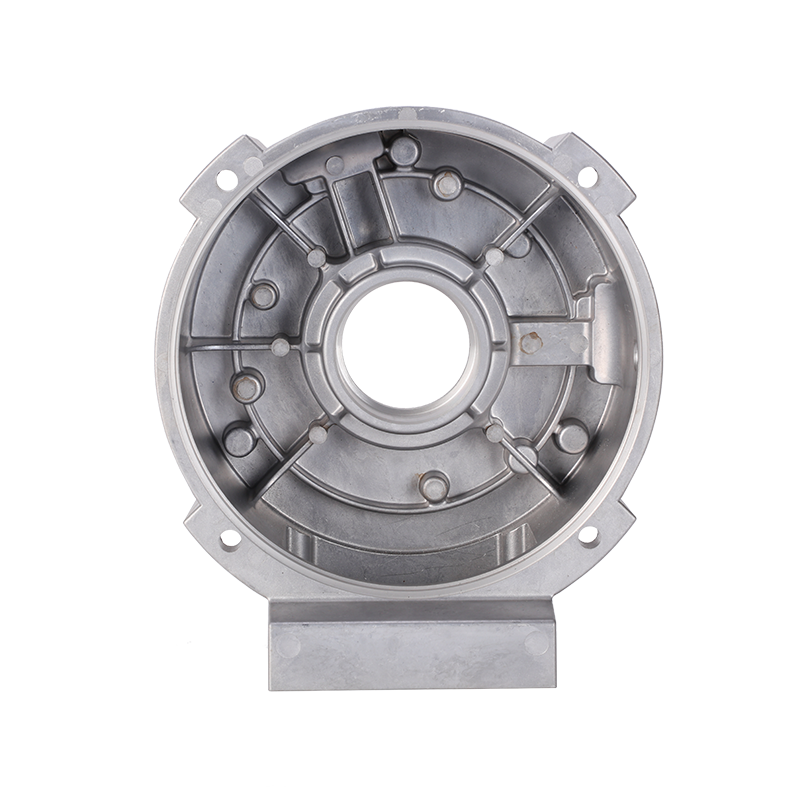
| Electric Motors | End shields, housings, rotor frames | Aluminum |
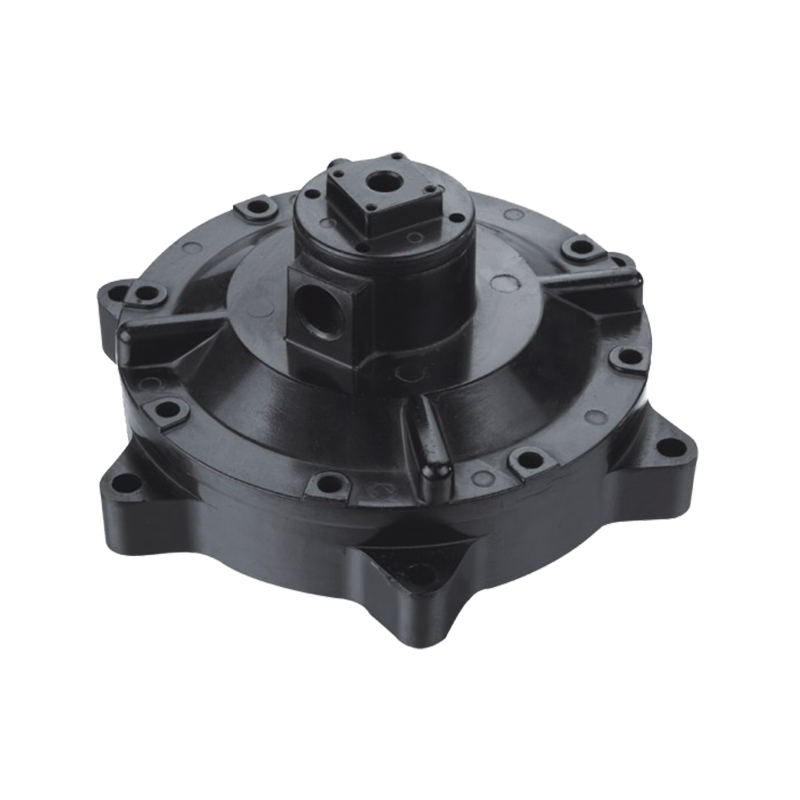
| Pneumatics | Valve bodies, cylinder housings | Aluminum, Zinc |
| Telecommunications | Enclosures, heat sinks, antenna components | Aluminum, Zinc |
| New Energy / Photovoltaic | Inverter housings, mounting frames | Aluminum |
| Lighting | LED housings, lamp bodies, heat sinks | Aluminum |
| Gearboxes / Reducers | Reducer housings, gear cases | Aluminum |

Founded in 1987, Ningbo Jieda Molding & Machine Co., Ltd. is a national high-tech enterprise based in Beilun, Ningbo — a city recognized as the "Hometown of Die-casting Molds in China." With over 35 years of experience, Jieda brings a combination of deep technical expertise and proven manufacturing scale to every project.
Key capabilities and credentials include:
Jieda's location in Beilun also provides direct logistical advantages — adjacent to Beilun Port and the Hangzhou-Ningbo Expressway — enabling fast and reliable international shipping to global customers.
Die casting is the right choice when your project meets these criteria:
If your volumes are low, your part is very large, or you require ferrous material, alternative casting methods such as sand casting or investment casting may be more appropriate. Jieda's engineering team can evaluate your specific requirements and recommend the most suitable process — whether that's high pressure die casting, low pressure die casting, gravity casting, or another method entirely.
Contact Jieda today to discuss your project and receive a tailored solution backed by over three decades of precision die casting expertise.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano