1. High material utilization and lightweighting
Die casting injects molten aluminum alloy into the mold cavity at high speed, achieving nearly 100% fill, minimizing blank waste, and achieving high material utilization.
Compared to traditional casting or stamping, die castings offer uniform wall thickness, significantly reducing component weight while maintaining strength, meeting the lightweighting requirements of modern gearboxes.
2. Complex structures achieved in a single molding process
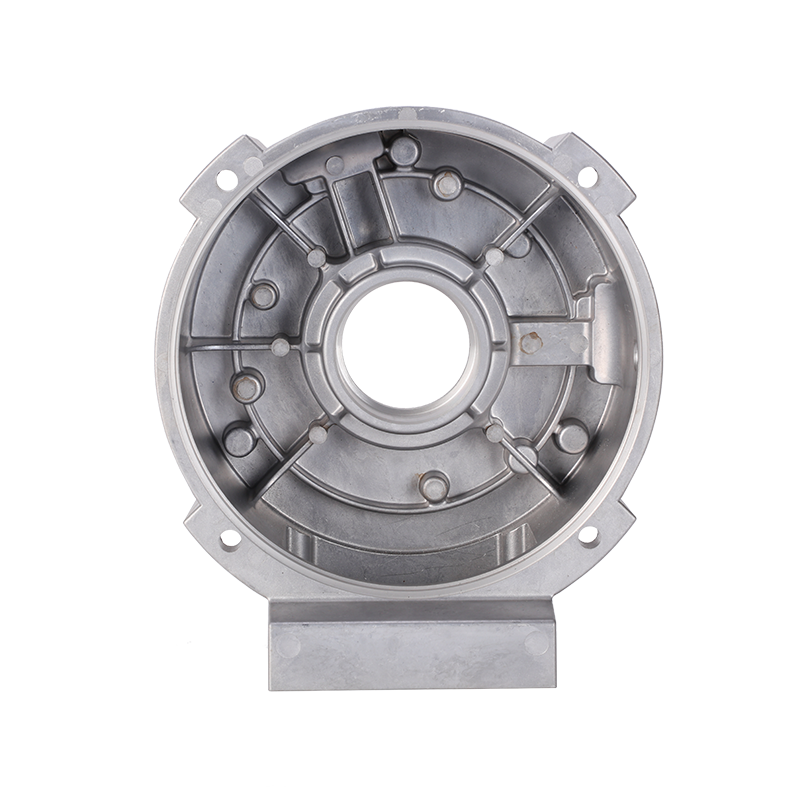
Through precise mold design using CAD/CAE, die casting can produce complex geometries such as multiple holes, ribs, threads, and locating holes in a single process, eliminating the need for subsequent secondary machining.
This is particularly critical for the internal oil passages, heat dissipation ribs, and assembly positioning structures in gearbox die castings, enhancing product integration.
3. High production efficiency and cost advantages
Automated die casting machines offer short cycle times (typically 30–60 seconds per part), enabling high-volume continuous production. The cost per part decreases significantly as output increases. Minimal manual intervention and a long die life (up to tens of thousands of cycles) make Gearbox Housings Die Casting highly competitive in the global market.
4. Excellent Mechanical Properties
Aluminum alloy die castings offer excellent strength, rigidity, and heat resistance, meeting the high-speed, high-load operating requirements of transmissions.
Subsequent heat treatment and surface treatment can further enhance their hardness and corrosion resistance, ensuring long-term reliable operation.
How are heat treatments or surface treatments performed to improve strength and corrosion resistance?
1. Solution Treatment + Artificial Aging (T6 System)
The die casting is heated to the alloy's solution temperature (approximately 530°C), held for a specified period, and then rapidly cooled to eliminate internal casting stresses and homogenize the structure.
Subsequent artificial aging at 150–200°C uniformly distributes the precipitated phase, significantly improving yield strength and tensile strength. 2. Carburizing or Nitriding Surface Hardening
Carbon or nitrogen is infiltrated into the surface of the die-cast part in a low-temperature carburizing or nitriding atmosphere, forming a hard carburized layer.
The carburized layer thickness is controllable (typically 0.1–0.3 mm), significantly improving surface hardness and wear resistance. It is suitable for gearbox housings subjected to high friction.
3. Anodizing (Hard Anodic)
A dense aluminum oxide film (10–25 µm thick) is formed on the surface of the aluminum alloy through electrolysis. This film is hard, wear-resistant, and has good electrical insulation properties.
Anodizing also offers a variety of decorative colors, enhancing the product's appearance while increasing corrosion resistance.
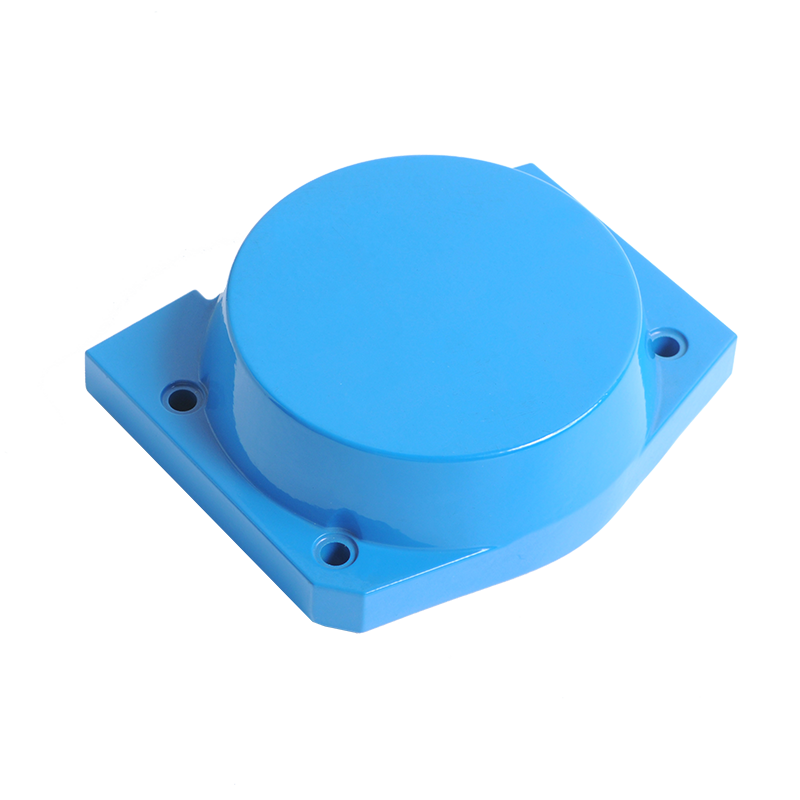
4. Anti-Corrosion Coating (Phosphating, Painting, Powder Coating)
Phosphating forms a uniform phosphate film on the metal surface, improving the adhesion of subsequent coatings and providing initial rust protection.
Painting or powder coating creates a dense organic protective layer on the surface, blocking moisture and corrosive media, extending the service life of die-cast gearbox housings.
ARE YOU READY TO COOPERATE WITH jieda?
* Your email is safe with us, we don’t spam.
PRODUCTS
CONTACT INFO
nbjd011@126.com
+86-574-86115705
No. 58 Mould Road, Daqi Technology Industrial Zone, Beilun District, Ningbo
 English
English
 Español
Español
 italiano
italiano